
Станы горячего проката
Система автоматического управления районом моталок стана НТЛС-1680 цеха горячей прокатки тонкого листа.
АСУТП обладает следующими возможностями:
- контроль и управление технологическим процессом в ручном и автоматическом режимах работы с поста оператора;
- обработка принимаемых данных, анализ и формирование управляющих воздействий на исполнительные механизмы;
- отображения на панели оператора хода технологического процесса;
- сигнализацию на панели оператора о возникновении аварийной ситуации;
- контроль и управление электроприводами барабана, тянущими и формирующими роликами рабочих и резервных КТЭ;
- контроль и управление пневмомеханизмами.
Трубопрокатные станы
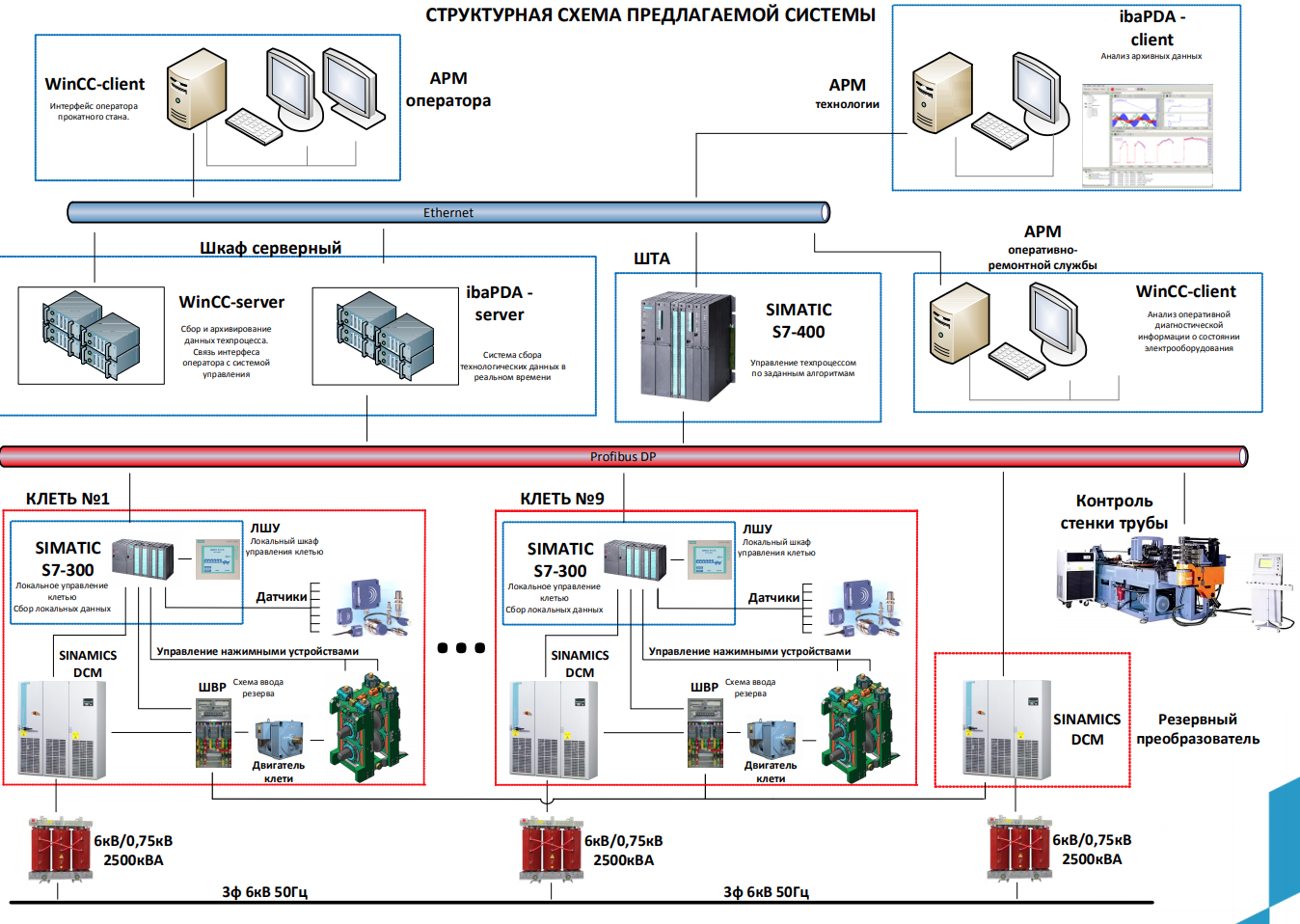
Автоматизированная система управления непрерывным станом ТПА30-102. Подробнее
- обеспечение контролируемого технологического процесса прокатки труб в целях исключения или уменьшения утолщенных (по сравнению с центральной частью) концов трубы, появляющихся при раскатке, либо уменьшение стенки трубы по концам с учетом утолщения ее в редукционно-растяжном стане;
- управление растяжением в непрерывном стане в зависимости от отклонений геометрических размеров черновой трубы на выходе;
- Повышение качества поверхности черновых труб и снижение отклонений по геометрическим параметрам за счет оперативного информационного обеспечения технологического процесса прокатки, возможность оперативного контроля и соответствующей корректировки режимов прокатки.
Подъемно-поворотные механизмы
Система автоматического управления механизмами поворота подъемно-поворотного стола НТЛС-1680:
- Стол подъемно-поворотный предназначен для передачи рулонов с конвейера №5 на удлиненную секцию конвейера №6 и установлен на месте поворотного рольганга линии уборки рулонов в ЦХП1.
- Подъемно-поворотный стол состоит из колонны, на которой укреплена платформа с люльками для рулона, гидроцилиндров подъема, фотореле, фиксирующих заднюю образующую рулонов и конечных выключателей, контролирующих конечное положение платформы при подъеме и опускании.
- Для обеспечения надежной и бесперебойной работы, используются сигналы от двух энкодеров (на валу двигателя и на валу стола), трех путевых выключателей на поворот 90 градусов и трех путевых выключателей на подъем стола.
Системы мерного реза
Система автоматизированного управления узлом мерного реза стальной полосы на ножницах с нижним резом стана ПГА 1-4×400-1500.
АСУ-ТП обладает следующими возможностями:
- визуализация текущего состояния оборудования и хода технологического процесса;
- автоматический раскрой полосы на мерные длины;
- ручное управление механизмами с полным контролем средствами АСУ-ТП;
- режим «Автоматика без реза» (используется для особо ответственного заказа, где требуется максимальная точность реза и оператор визуально контролирует отрезание каждой единицы.
