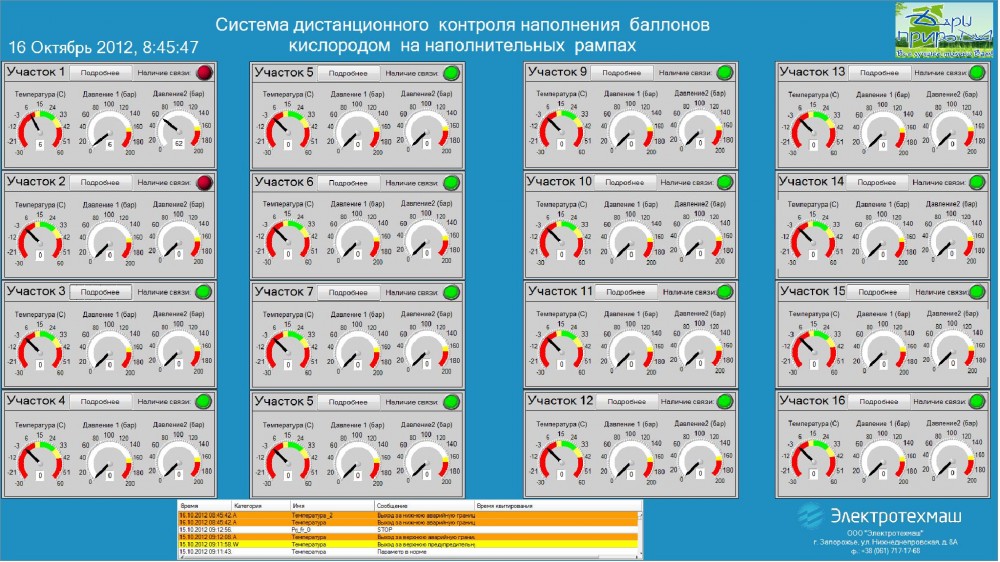
Система дистанционного контроля наполнения баллонов кислородом на наполнительных рампах
Кислород сегодня находит широкое применение в металлургии, химической, нефтехимической, целлюлозно-бумажной, пищевой отраслях промышленности, а также в энергетике, медицине, сельском хозяйстве. Его получают из атмосферного воздуха способом низкотемпературной ректификации и электролизом воды.
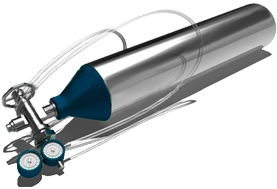
Транспортировка кислорода осуществляеся баллонами. Для их наполнения газ подают по трубопроводу в наполнительный коллектор — рампу, к которой присоединяют баллоны. Наполнительный коллектор состоит из двух одинаковых ветвей, узла соединения ветвей и стеллажей. На каждой ветви расположены вентили для подсоединения баллонов и один торцевой вентиль для спуска газа с ветви. Узел соединения ветвей состоит из двух вентилей (подачи газа в ветви), манометра и предохранительного клапана.
Выпускают наполнительные рампы двух типов:
- 2 х 5 — в каждой ветви рампы наполняют пять баллонов (применяют для кислородных установок производитльностью до 30 м3/ч);
- 2 х 10 — к каждой ветви рампы присоединяют по десять баллонов.
При наполнении большого количество баллонов к каждой ветви могут присоединять до 20 балонов.