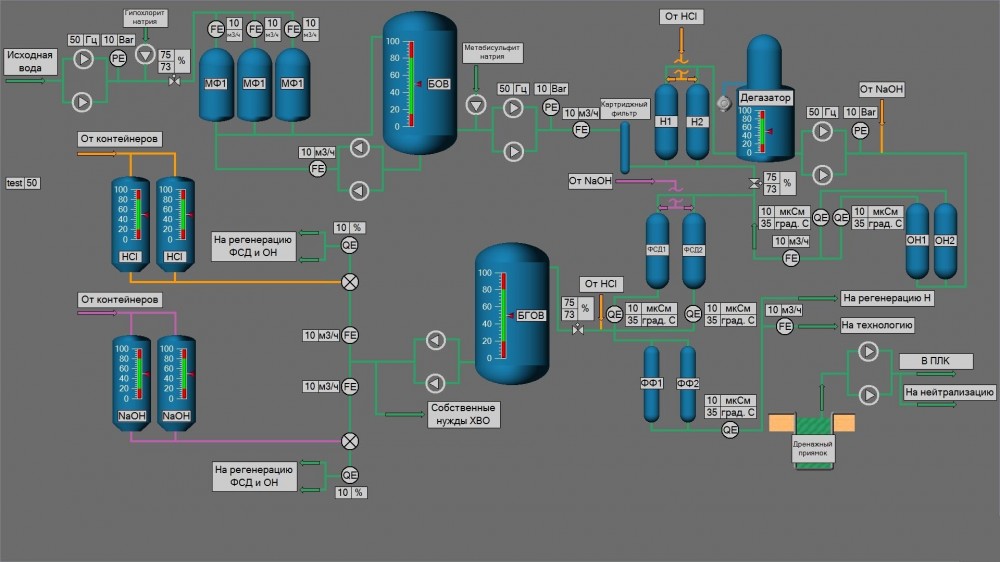
Технология очистки воды
На начальном этапе очистки исходная вода проходит бактериологическую очистку гипохлоритом натрия. Гипохлорит натрия, образующий при растворении в воде катионы натрия и анионы хлорноватистой кислоты, на сегодняшний день является одним из лучших средств, проявляющих сильную антибактериальную активность.
Обеззараженная вода проходит очистку через механические фильтры и бак накопитель, а после при помощи введения метабисульфита натрия из нее производится удаление хлорамина.
Далее по технологии вода проходит дегазацию и отправляется на фильтры смешанного действия, содержащие ионообменные смолы. при этом получая наиболее высокую степень очистки. Очищающая способность смол в процессе их насыщения катионами и анионами снижается, что приводит к периодической необходимости регенерации. Регенерация осуществляется слабыми растворами кислот (катионообменные смолы) и щелочей (анионообменные смолы), а после колонны смол промывают водой.
Химическая подготовка воды является довольно сложным технологическим процессом, который требует мониторинга технологических показателей и контроля работы оборудования. Кроме этого, требуется регистрация и хранение показателей процесса подготовки. Система химической подготовки оснащена следующими датчиками с аналоговыми выходными сигналами:
- датчики расхода;
- датчики давления;
- датчики измерения УЭС (проводимости) воды;
- датчики температуры очищаемой воды;
- датчики уровня в емкостях.
Также в системе имеются датчики положения запорной и регулирующей арматуры с аналоговыми и дискретными выходными сигналами.