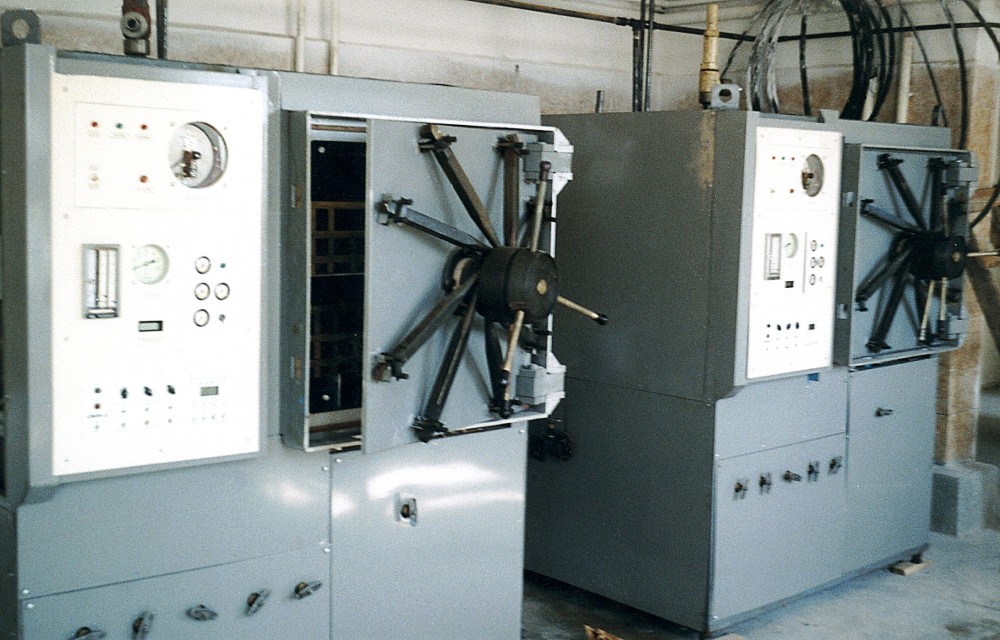







Колпаковая печь – печь периодического действия для термообработки рулонов листов, ленты и бунтов проволоки. Особенность печи – наличие двух колпаков: внутреннего, предохраняющего металл от окисления (муфеля), и наружного, футерованного огнеупорным кирпичом, на котором монтируются горелки или электрические нагреватели. Нагрев изделий осуществляется в среде защитного газа.
Принцип работы колпаковой печи определяется технологическим процессом, который делится на три примерно одинаковые стадии: нагрев до 650-800°С, охлаждение под муфелем до 150°С и без него и последняя стадия – разгрузка и загрузка. Равенство времени по стадиям позволяет использовать три стенда с одним нагревательным колпаком и двумя муфелями. Загрузка металла заканчивается опусканием на стенд поверх стопы рулонов муфеля и нагревательного колпака. После этого подаётся защитный газ (обычно смесь из 95% N2 и 5% Н2) и с помощью циркуляцинного вентилятора осуществляется его циркуляция. Затем включаются горелки. Продукты горения проходят между нагревательным колпаком и муфелем и при помощи инжектора (инжектирующая среда – компрессорный воздух) удаляются в дымоотводы и в дымовой боров. Температура дыма перед инжектором около 630-660 °С. В колпаковых печах физическая теплота дыма обычно не утилизируется, что можно считать одним из недостатков печей.
Время нагрева в колпаковой печи является главным фактором, влияющим на расход топлива. Время зависит от условий теплообмена на торцах и боковой поверхности рулонов металла.